")
Il taglio delle gomme è una delle primissime fasi del processo di microfusione a cera persa, ma anche una delle più importanti per la qualità dei prodotti finiti. Se la gomma è tagliata male, l’iniezione non sarà precisa e il modello in cera non avrà l’esatta forma del master in metallo da riprodurre. Di conseguenza, il gioiello potrebbe avere dei difetti di forma o di superficie.
Prima ancora del taglio della gomma, tuttavia, c’è un altro passaggio essenziale per una produzione perfetta: la creazione di uno stampo in gomma a regola d’arte. Requisito essenziale, un vulcanizzatore in grado di eliminare del tutto umidità e micro-bolle dal silicone.
Dallo stampo al gioiello: tutti i passaggi
Come abbiamo visto nel nostro articolo sulla vulcanizzazione a caldo e a freddo, questa fase precede la produzione ma è essenziale per stampi in gomma di qualità. La vulcanizzazione a caldo e a freddo precede il processo di produzione in serie ed è essenziale per creare stampi di qualità e durevoli nel tempo.
Ripercorriamo brevemente tutti gli step del processo di microfusione a cera persa, analizzando con una particolare attenzione la fase del taglio delle gomme.
Vulcanizzazione degli stampi
I due processi di vulcanizzazione a caldo e a freddo sono molto diversi, vediamoli del dettaglio.
Quella a caldo viene eseguita impiegando:
- Vulcanizzatore
- Silicone vulcanizzabile
- Staffa in metallo
- Modello ( master) in metallo o resina vulcanizzabile
Rispetto alla vulcanizzazione a freddo, l’impiego della vulcanizzazione a caldo permette di realizzare degli stampi in gomma più performanti e resistenti nel tempo. Come risultato finale, le gomme risulteranno senza microbolle, né tracce di umidità, rimarranno durature e resistenti nel tempo anche dopo molti utilizzi e manterranno il giusto grado di elasticità.
Quella a freddo invece prevede come strumentazione:
- Campana sottovuoto
- Silicone liquido bicomponente
- Staffe per silicone liquido
- Modello (master) in metallo, resina e cera
Taglio delle gomme
Una volta che abbiamo vulcanizzato lo stampo in gomma con all’interno il master in metallo del pezzo da replicare, si passa al taglio delle gomme. L’obiettivo di questa fase è rimuovere il pezzo all’interno e preparare lo stampo alle iniezioni.
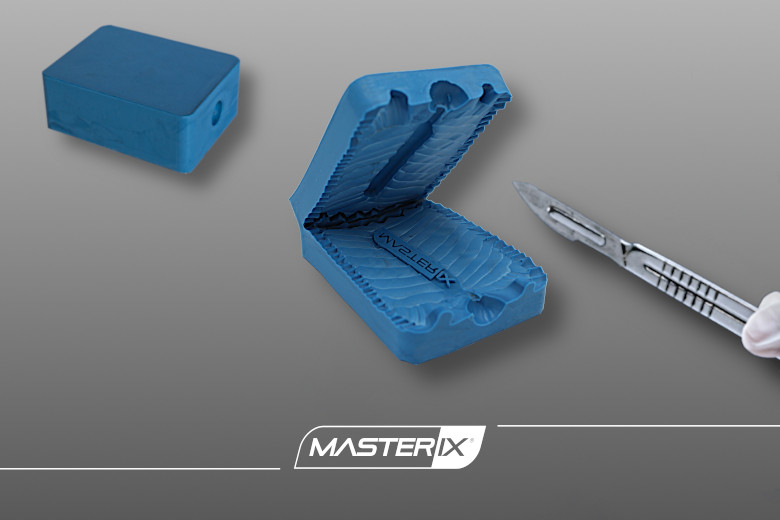
Teniamo sempre presente che la qualità del taglio è determinante per le fasi successive. Per lavorare con la massima precisione e avere un taglio netto e pulito utilizziamo un bisturi.
La prima cosa da fare è tracciare, sui lati dello stampo in gomma, un “percorso” a zig zag, che sarà la linea da seguire con il bisturi. È molto importante che il taglio non sia regolare ma ricco di angoli e incavi. In questo modo, infatti, le due parti dello stampo si chiuderanno alla perfezione e manterranno la posizione senza scivolare al momento dell’iniezione. La cera andrà a riempire tutte le cavità, senza rischi di fuoriuscita.
All’inizio del processo incidiamo seguendo la linea tracciata in precedenza solo sulla parte esterna della gomma, senza andare troppo in profondità.
Una volta che il taglio è stato fatto, fissiamo la gomma nell’apri-gomme, un macchinario che abbiamo progettato internamente in Masterix per facilitare le operazioni. Lo stampo viene bloccato ai quattro lati della parte anteriore, dal lato dell’ugello in cui verrà poi iniettata la cera.
I vantaggi di utilizzare questo macchinario sono essenzialmente due
- Lo stampo resta bloccato e non “cede” alle sollecitazioni dal taglio: massima precisione
- Lo stampo può essere ruotato in base alla necessità: massima maneggevolezza, visibilità del campo di lavoro e comodità per l’operatore
A questo punto incidiamo la gomma sempre più in profondità, passo dopo passo e con la massima attenzione. Dobbiamo arrivare al “cuore” dello stampo per rimuovere il modello in metallo, sempre seguendo la sua forma e senza rischiare di intaccarlo con la lama del bisturi.
Rimuoviamo il master e continuiamo ad aprire lo stampo, fino a lasciare solo pochi centimetri dal lato posteriore. Lo stampo non si deve dividere a metà, ma deve rimanere attaccato dalla parte posteriore per favorire l’iniezione della cera e la perfetta chiusura.
Una volta che lo stampo è pronto, lo rimuoviamo dall’apri gomme e siamo pronti a iniziare con l’iniezione della cera.
Iniezione della cera, raffreddamento e apertura degli stampi
Gli iniettori creano il vuoto nello stampo e lo riempiono di cera fusa. Gli stampi in gomma riempiti di cera vengono spostati sui raffreddatori. Una volta che la forma si è solidificata, gli stampi vengono aperti e i modelli in cera estratti.
Dall’albero al semilavorato
Le cere vengono saldate su un albero in cera che viene immerso in una soluzione di gesso. Il gesso forma un guscio intorno all’albero, viene portato a cottura e la cera sciolta fuoriesce.
Il metallo fuso viene colato all’interno del guscio di gesso e riempie tutte le cavità lasciate vuote dalla cera fusa. Il gesso viene aperto, le forme prelevate e sottoposte a successive lavorazioni meccaniche o di finitura superficiale.
Quanto conta il taglio delle gomme per un prodotto finito di qualità?
Nel processo di fusione a cera persa i macchinari giocano un ruolo di primissimo piano. Iniettori, raffreddatori, pompe e vulcanizzatori devono essere di ultima tecnologia per garantire risultati di qualità e ottimizzare i costi di produzione.
Ma anche la mano dell’operatore conta moltissimo, soprattutto in una procedura delicata come il taglio delle gomme. Consideriamo sempre che dalla qualità dello stampo in gomma dipende la riuscita di tutto il processo. Ecco perché il taglio delle gomme è uno step determinante, a cui noi di Masterix dedichiamo la massima attenzione.
